|
Functional capabilities of the control system:
During the execution of operations (for example, closing a form), the sequence of sensors' operation is controlled and, if it is violated, the cycle stops.
If the operator attempts to perform incorrect actions, they will be blocked with a message on the screen about the reason for the lock (for example, when you try to close the form when the ejector is not in the initial position, the message "ejector not in rear position!" will be displayed on the screen).
If a fault occurs during the cycle or in the execution of some individual operations, information on the cause of the fault is displayed (for example, if the form fence door was opened during the cycle, the cycle will be stopped and the information "form fence open" will be displayed) . This message will remain on the screen until the error is reset by the operator (the message is fixed on the screen). Parallel to this, the error will be recorded in the cycle error log.
The speed (flow rate) and pressure are programmable from the operator panel for all cycle operations (moving mould, nozzle, ejector, injection, molding, screw rotation, screw return) if such programming is provided by the machine design.
The "Operation time" menu allows you to control the time of closing the mould, injection, screw rotation and the entire cycle. The minimum, maximum and time of the last cycle are indicated.
Non-volatile memory allows storing up to 30 variants of machine settings (technological parameters for different shapes).
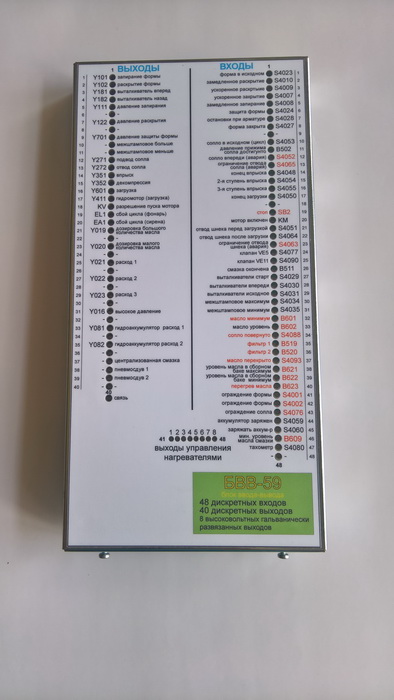
The control system has 8 independent temperature control channels. Various types of thermocouples L, K, J, E can be connected to the temperature measuring unit (simultaneous connection of different types of thermocouples to the temperature measuring unit is not allowed!).
To check the status of the inputs and outputs in the control system, discrete input tests and discrete output tests (single and cyclic for digital outputs) are provided.
The non-volatile memory of the current cycle counter (resettable, displayed on the main menu during machine operation) and a non-resettable cycle counter.
Parameters and settings of the machine are divided into the machine nodes and the operations performed (for example, the "Mould" menu is divided into the "Mould close", "Mould open", "Ejector", "Product discharge", "pneumatic").
The control system is built in such a way that it allows you to connect various devices and units that work through the RS485 interface.
To replace the software, you do not need to remove the operator panel from the machine, this can be done from a standard laptop or computer through an RS232-RS485 converter or USB-RS485 converter.
To control the proportional valves installed on the machine, a proportional valve control unit is used, which is connected to the control system via the RS485 communication channel.
If the machine has resistive or magnetostrictive linear displacement sensors, then to monitor the position of the mechanisms of the machine (mould, ejector, screw, nozzle), use the corresponding unit that is connected to the operator panel through the communication channel RS485.
|