|
Функциональные возможности системы управления:
Во время выполнения операции (например, закрытие формы) контролируется последовательность срабатывания датчиков и при ее нарушении, цикл останавливается.
При попытке оператора выполнить неправильные действия они будут заблокированы с выводом сообщения на экран о причине блокировки (например, при попытке закрыть форму когда толкатель находится не в исходном положении, при этом экран будет выведено сообщение "толкатель не в исходном !").
Если во время цикла или выполнения каких-то отдельных операций произойдет сбой, на экран выводится информация о причине сбоя (например, если во время выполнения цикла была открыта дверь ограждения формы, цикл будет остановлен и при этом на экране будет выведена информация "ограждение формы открыто"). Данное сообщение будет оставаться на экране до тех пор, пока не будет сброшена ошибка оператором (т.е. сообщение фиксируется на экране). Параллельно с этим данная ошибка будет записана в журнал сбоев цикла.
Скорость (расход) и давление программируется с пульта оператора для всех операций цикла (перемещение формы, сопла, толкателя, впрыска, формования, загрузки, отвода шнека) если такое программирование предусмотрено конструкцией станка.
Меню "Время операций" позволяет контролировать время закрытия формы, впрыска, загрузки и всего цикла. При этом указываются минимальные, максимальные и время последнего цикла.
Энергонезависимая память позволяет хранить до 30 вариантов настроек станка (технологические параметры для разных форм, режимов литья).
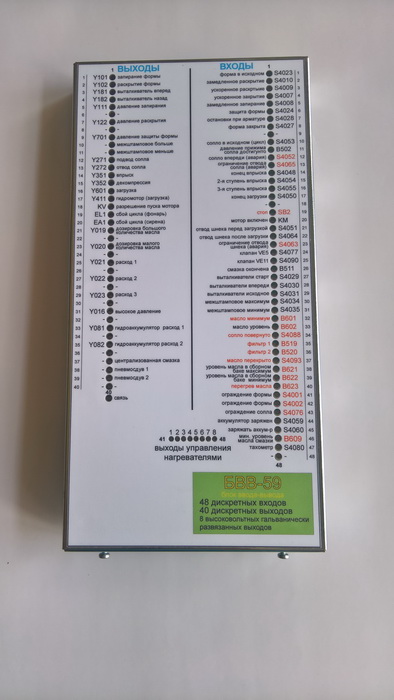
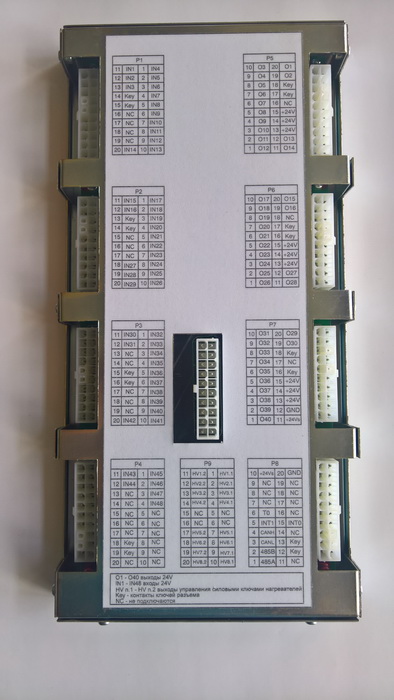
В системе управления предусмотрено 8 независимых каналов терморегулирования. К блоку измерения температуры могут подключаться различные виды термопар ТХК (тип L), ТХА (тип К), ТЖК (тип J) (одновременное подключение различных видов термопар к блоку измерения температуры не допускается !).
Для проверки состояния входов и выходов в системе управления предусмотрены тесты дискретных входов и тесты дискретных выходов (одиночный и циклический для дискретных выходов).
Энергонезависимая память текущего счетчика циклов (сбрасываемый, отображается на главном меню во время работы станка) и не сбрасываемого счетчика циклов.
Параметры и настройки станка разбиты по узлам машины и по выполняемым операциям (например, меню "узел запирания" разбито на подменю "запирание формы", "раскрытие формы", "выталкиватель", "сброс изделия", "пневмосдув").
Система управления построена таким образом, что позволяет подключать различные устройства и блоки которые работают через интерфейс RS485.
Для замены программного обеспечения нет необходимости снимать пульт оператора со станка, это можно сделать с обычного ноутбука или компьютера через преобразователь RS232-RS485 или USB-RS485.
Для управление пропорциональными клапанами, установленными на станке, используется блок управления пропорциональными клапанами, подключающийся к системе управления через канал связи RS485.
Если на станке имеются резистивные или магнитострикционные датчики линейных перемещений, то для контроля положения механизмов станка (форма, толкатель, шнек, сопло) используется соответствующий блок, подключаемый к пульту оператора через канал связи RS485.
|